Przedsiębiorstwa korzystające z maszyn CNC borykają się z brakami kadrowymi, a także ciągle rosnącymi płacami operatorów. Zautomatyzowanie procesów i zadań pozwoli rozwiązać te problemy.
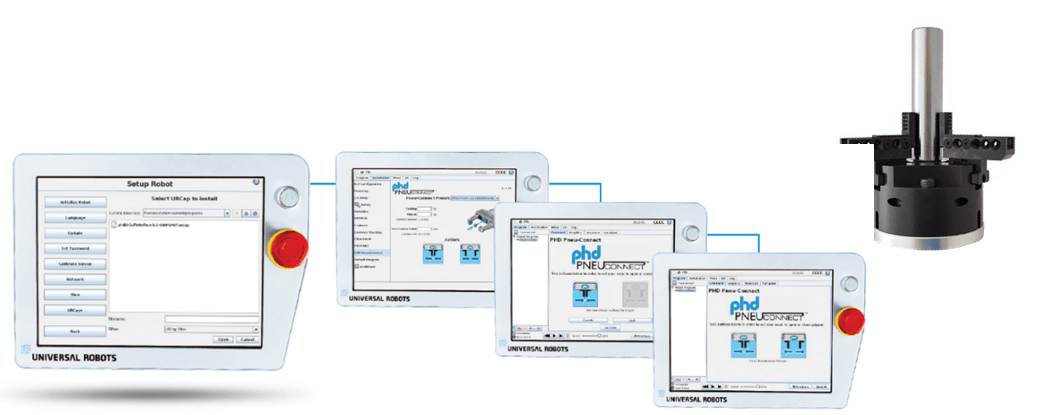
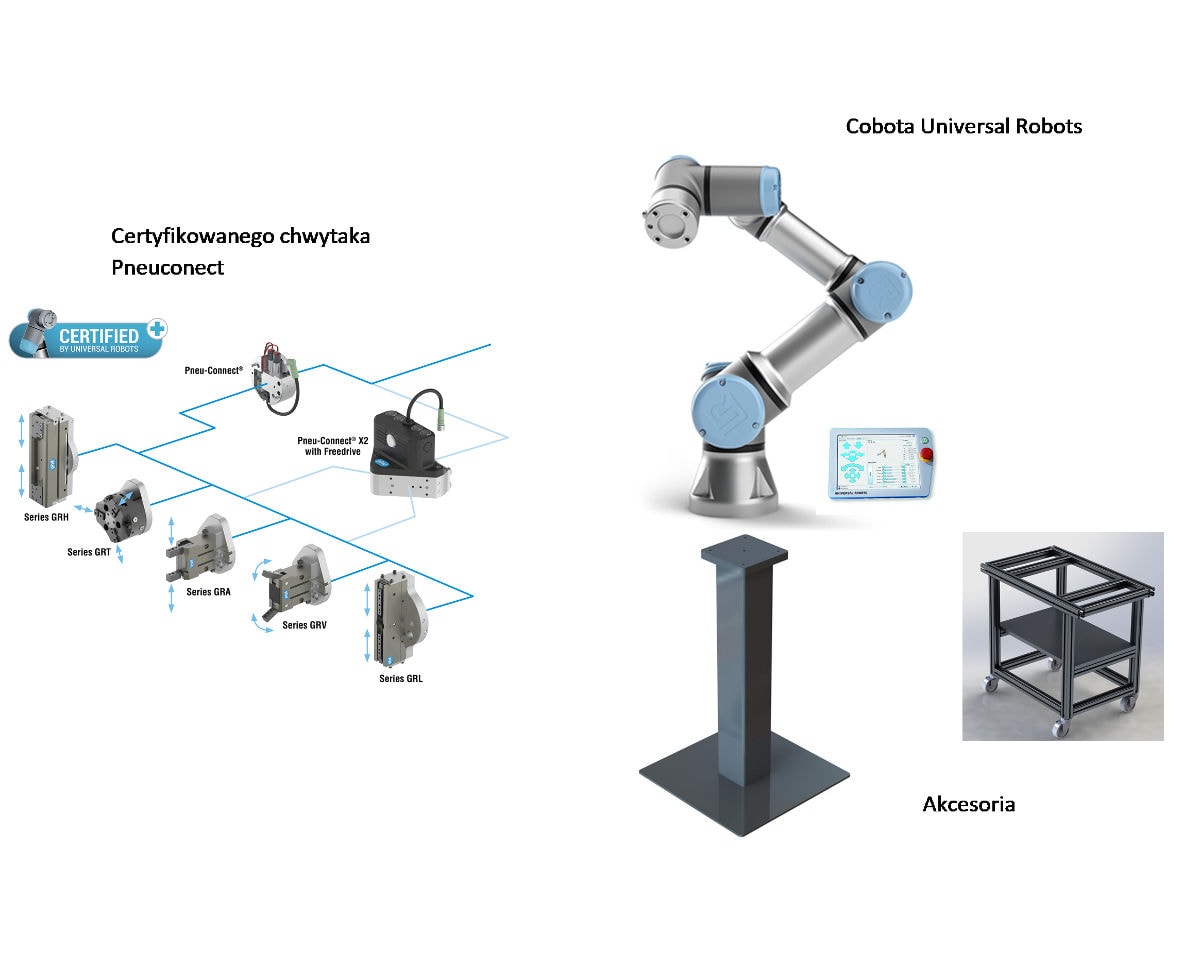
Proponujemy gotowe stanowisko zrobotyzowane CNC-Cobot, w skład, którego wchodzi:
- robot współpracujący Cobot (Universal Robots),
- chwytak pneumatyczny Pneuconnect (PHD Inc),
- dodatkowe akcesoria.
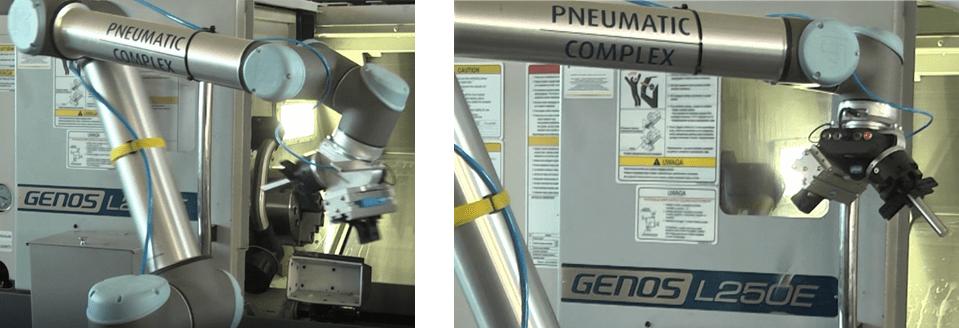 Rys. 1. Stanowisko CNC-Cobot
Rys. 1. Stanowisko CNC-Cobot
Zastosowanie:
Zautomatyzowanie procesów w maszynach CNC, które do tej pory były wykonywane ręcznie przez operatora obrabiarki:
- podawane ręcznie materiału
- wyjmowanie gotowego produktu
- otwieranie, zamykanie drzwi maszyny CNC
- uruchamianie maszyny CNC
- czyszczenie maszyny CNC oraz jej narzędzi
Korzyści wynikające z zastosowania chwytaka PHD Inc.
Chwytaki PHD Inc - ze względu na swoją innowacyjność, wyróżniają się na tle konkurencji. Rozwiązanie Pneuconnect w szybki sposób montujemy bezpośrednio do ramienia robota.
Chwytaki PHD Inc - są certyfikowane, a także udostępnione na platformie UR+, posiadają UR Cap. Ze względu na bezpieczeństwo użytkownika, producent PHD Inc wbudował w każdy chwytak układ mający za zadanie po utracie ciśnienia zasilającego przytrzymać transportowany detal.
Przycisk Freedrive - jest przyciskiem, który wbudowany jest w chwytak i pozwala w łatwy, intuicyjny sposób zaprogramować wybraną pozycję każdego z przegubów Cobota. Posiada on połączenie elektryczne z robotem, przez co, po jego naciśnięciu, każdy z przegubów zwolniony jest z hamulca i może zostać przesunięty do żądanej pozycji.
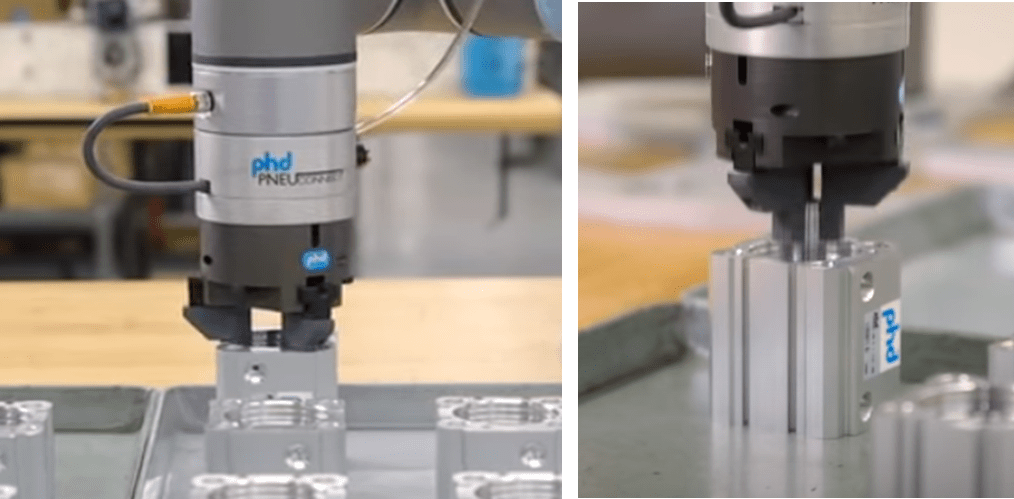
Chwytak trójszczękowy charakteryzuje się krótkim czasem reakcji, oraz automatycznym pozycjonowaniem „centrowaniem” pobieranego detalu, przez co posiadamy 100% pewność, że detal zostanie pobrany w oczekiwany przez nas sposób.
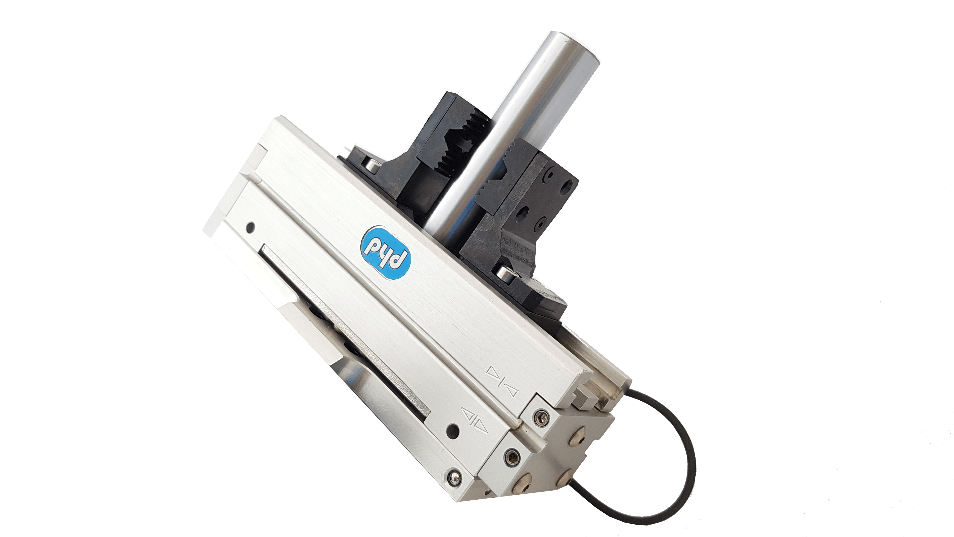
Niewątpliwą zaletą PNEUCONNECT X2 jest wyposażenia go w 2 niezależne chwytaki, dowolnego typu.
Przykładowa aplikacja wykorzystująca zastosowanie podwójnego chwytaka:
- pobranie detalu do obróbki przez pierwszy chwytak,
- otwarcie drzwi obrabiarki,
- podjazd drugim chwytakiem i wyciągnięcie gotowego - obrobionego detalu,
- załadowanie detalu do obróbki,
- zamknięcie drzwi obrabiarki.
 Rys. 2. Podwójny chwytak PHD Inc.
Rys. 2. Podwójny chwytak PHD Inc.
Zyskujemy:
- Krótszy czas pobrania i odebrania detalu;
- Dodatkowy czas, podczas którego możemy obrobić o wiele więcej detali w tym czasie;
- Możliwość wykonania dodatkowych czynności np. zamknięcie drzwi obrabiarki, obrócenie chwytaka podczas obrotu ramienia, załadowanie dodatkowych detali na paletę.
Wybrane chwytaki są wyposażone w czujnik/i analogowy, lub cyfrowy przez co możemy uzyskać od chwytaka odpowiedź zwrotną w 2 formach:
- Czy chwytak pobrał detal?
- Jaka jest wielkość pobranego detalu?
 Rys. 2. Chwytak PHD Inc.
Rys. 2. Chwytak PHD Inc.
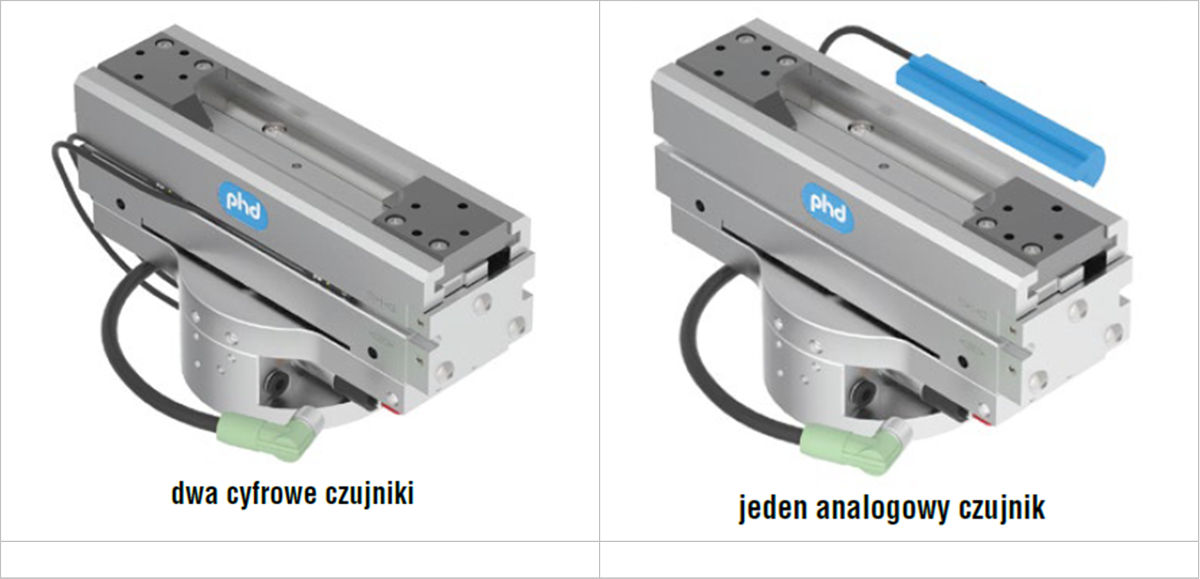
Rys. 3. Chwytak wyposażony w czujnik analogowy i cyfrowy
Siła chwytu (ścisku) [N] zależna jest od wartości ciśnienia zasilającego.
Możliwość mechanicznej regulacji skoku poprzez odpowiednie zaprojektowanie szczęk lub adapterów na pokrywach bocznych. Zakres skoków różni się w zależności od wybranego modelu chwytaka. Odpowiednio zaprojektowane szczęki to również możliwość wyboru, czy detal ma być chwytany w momencie, gdy chwytak się otwiera lub zamyka (chwytanie detalu od środka, lub od zewnątrz). Z pewnością zaprojektowaniem i wykonaniem szczęk my się zajmiemy.
Jednym chwytakiem można łapać element zarówno od zewnątrz jak i od środka.
Łatwość obsługi – bezobsługowość, właściwości samosmarujące. Zamontowane uszczelnienia i zastosowany smar przewidziany jest na całą żywotność chwytaka.

Stanowisko CNC-Cobot zbudowane składa się z:
Rys. 4. Budowa stanowiska CNC-Cobot
Korzyści całego stanowiska:
- Oddelegowanie pracowników do wykonywania innych, bardziej wartościowych zadań.
- Operatorzy nie wykonują prac niebezpiecznych.
- Precyzja i powtarzalność wymiany detali przyczynia się do lepszej jakości produktów końcowych.
- Wdrażanie i programowanie na zasadzie „plug and play”.
- Możliwość przenoszenia i instalowania całego stanowiska CNC-COBOT w różnych częściach zakładu produkcyjnego, przy różnych maszynach CNC.
- Samodzielne wdrożenie przez użytkownika wg instrukcji montażu obniża koszty instalacji.
- Stanowisko CNC-Cobot jest zintegrowane z maszyną CNC, komunikują się między sobą.
- Zwiększenie wydajności produkcji – stanowisko może pracować 24h, 7 dni w tygodniu, 365 dni w roku.